


 扫一扫
扫一扫


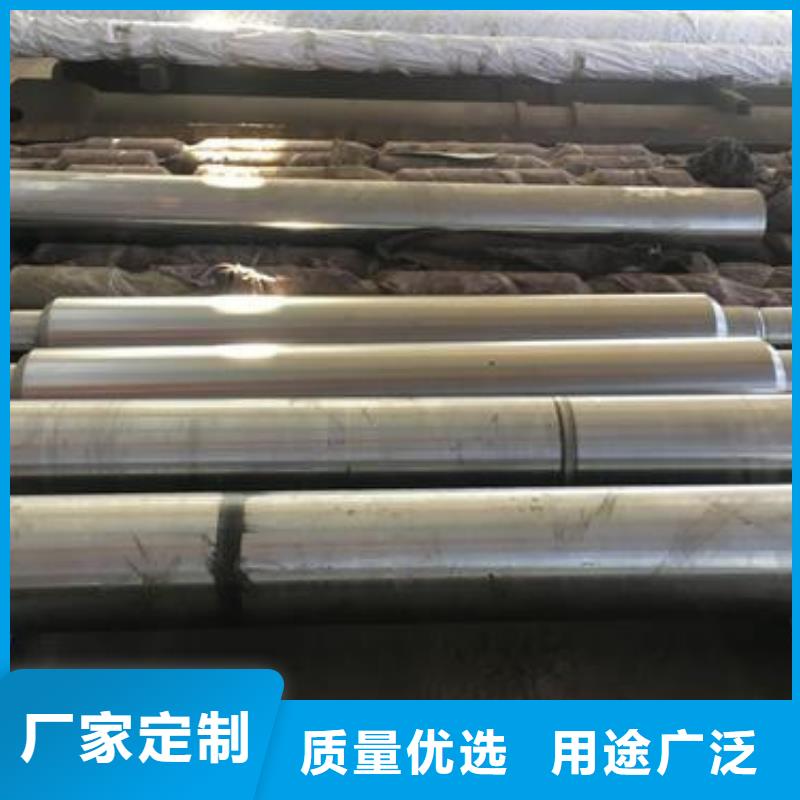
初轧机和型钥轧机的轧钢名义直径D,既是轧机的主要参数,也是轧辊尺寸的主要参数。当轧辊的直径D确定后,轧辊的其他参数受强度、刚度或结构上的限制也将随之确定。
初轧机和型钢轧机的轧辊辊身是有孔型酌,因此,轧辊的名义直径应有确切的含义。通常,型钢轧机是以齿轮机座的中心距作为轧辊名义直径;韧轧机把辊环外径作为名义直径。
因此,有孔型的轧辊其名义直径均大于其工作直径。为避免孔槽切人过深,轧辊名义直径与工作直径的比值一般不大于1.4。
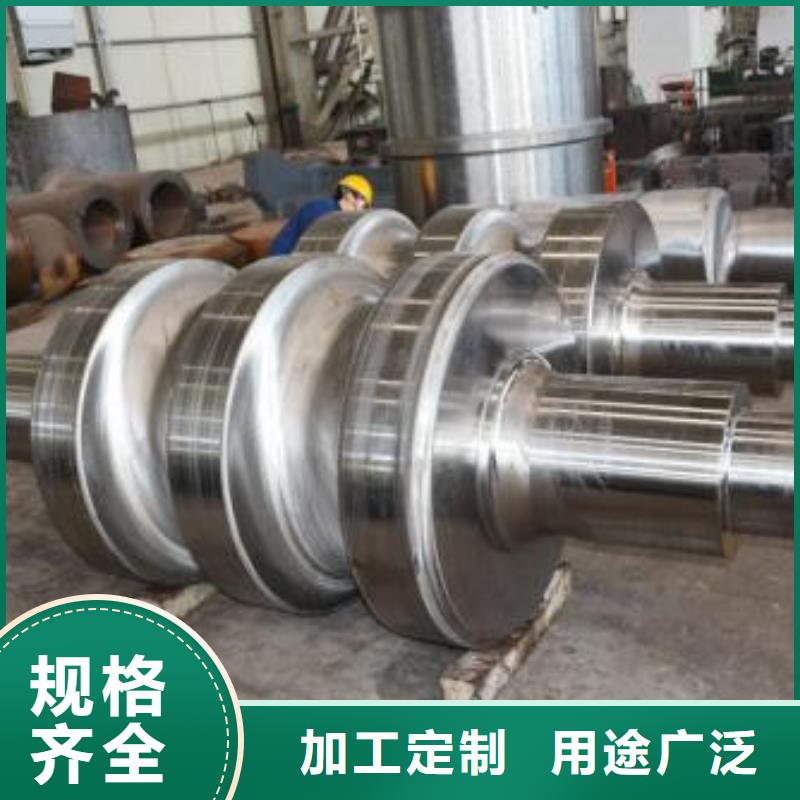
轧辊工作直径可根据 咬人角。和轮辊的强度要求来确定。
计算出的轧辊直径换算成轧辊名义直径,应符合 规定的韧轧机与型钢轧机系列标准。我国初轧机系列有750、850、1150JL种;横列式型钢轧饥有4500/300、4650b 4800等。



新物通物资(南昌市分公司)多年来秉承“追求卓越,用心铸造好品质”的企业核心理念,与时俱进,推行品牌运营战略,使公司 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品有着优良的性价比以及快捷的服务特点,以“诚信为本、务实创新、强化管理、力创新高”的经营方针,打造充满活力和竞争力的企业,用务实的姿态与海内外客商精诚合作,携手共创美好明天。

修复精度高,涂层厚度从几米到几毫米,可对金属工件出现磨损、划伤、针孔、裂纹、缺损变形、硬度降低、沙眼、损伤等缺陷进行沉积、封孔、补平等修复功能,只须打磨、抛光,也可进行车、铣、 刨、磨等各类机械加工,以及电镀等后期加工。
防止轧辊断裂方法
防止轧辊断裂应该从减小制造残余应力,机械应力,组织应力和热应力四方面进行。
一般情况下大部分制造残余应力会在热处理过程中,并且会随着轧辊的存放时间延长而逐渐,因此新轧辊存放一段时间再使用,能够降低断辊风险。避免较大机械应力的方法主要是避免过冷钢。降低组织应力的方法是通过热处理将辊身工作层残余奥氏体含量控制在小于5%以下。减小热应力的办法是在轧钢过程中对轧辊进行良好的冷却。



1)仔细观察轧辊表面是否有裂纹、颜色异常、粘钢、压痕等现象;一般用肉眼检查轧辊表面光洁度和氧化膜状况,根据所轧产品表面质量的要求来决定是否可继续使用。
2)初期试用辊换下后可手工探伤,确无问题后可再上机使用,以摸索规律,积累经验;在机正常使用切 步检查无问题的轧辊也可不探伤;
3)初试用辊在轧制两个星期后吊入磨辊间,在磨床上测量辊型,做好磨削曲线记录,并与原始曲线对比,决定是否再上机使用。
型钢轧辊报废标准
一、开坯
1、如有探伤仪器,按照轧辊裂纹(水纹)深度达40mm,达到断辊极限,即报废。
2、开坯槽钢新辊轧制12000吨堆焊。
开坯角钢新辊一线轧制30000吨堆焊。
开坯角钢新辊二线轧制28000吨堆焊。
开坯槽钢轧辊堆焊后一次轧制10000吨再堆焊。
开坯槽钢轧辊堆焊后一次轧制18000吨再堆焊。



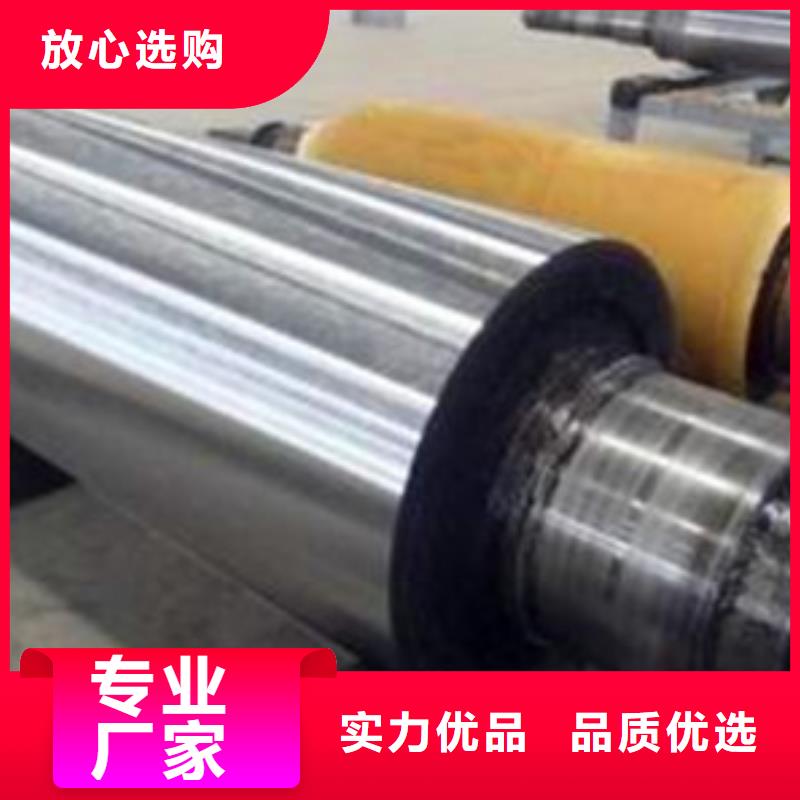
CPC法生产的高速钢轧辊组织细小、均匀且夹杂物少,几乎没有缩孔和疏松等缺陷发生,综合性能明显优于普通离心铸造高速钢轧辊。它不仅克服了离心铸造轧辊的偏析缺陷,轧辊心部可采用高强度锻钢,辊芯具有较高的强度,这也是离心铸造方法所做不到的。目前国外CPC法已实现了工业化,日本新日铁公司设计的一套CPC装置,其能力如下:轧辊辊身直径:250~850mm;辊身长度:≤3000mm;外层厚度:≤100mm;轧辊长度:≤5700mm;轧辊重量:≤15000Kg。
我国科学家也发明了一种复合高速钢轧辊的连续铸造装置,由操作平台、钢液浇铸系统、坩埚、分离环、水冷结晶器、振动器、定位导向装置、感应加热装置、拉坯系统组成。其主要技术特征体现在水冷结晶器和坩埚处于操作平台之上,两个振动器处于操作平台之下,水冷结晶器通过分离环与坩埚相连,钢液浇铸系统配置在坩埚上方的一侧,辊芯感应加热装置和定位导向装置位于坩埚的上方,拉坯系统位于操作平台之下,引锭板正对结晶器的下端。目前已应用该技术生产了W、V含量高、偏析轻、耐磨性好的复合高速钢轧辊,可以降低轧制中换辊频率,大幅度提高轧机的作业率,降低生产成本,提高经济效益。
技术支持:s797.com